
Power vs. Purity: Matching High-Wattage Fiber Lasers to the Right Assist Gas
A 24 kW fiber laser cuts faster than anything that came before it. That speed means little if half the savings disappear into your nitrogen bill or a deburring station running overtime. We see it often. A shop invests in serious cutting power, then watches cost-per-part stay flat because the gas strategy never caught up with the machine.
Power and gas are one decision. The right assist gas for a given material and thickness sets your edge quality, your feed rate, and a large share of your operating cost. Raw wattage helps, but it doesn’t fix a gas mismatch. Sometimes it makes it more expensive.
This guide walks through how to pair high-power TRUMPF fiber lasers with nitrogen, oxygen, or a mixed gas to achieve clean edges and the lowest cost-per-part across thin sheet and heavy plate. We will also cover the nozzle and supply choices that quietly decide whether your gas budget works for or against you.
What Assist Gas Actually Does
Every cut on a fiber laser depends on gas delivered through the nozzle alongside the beam. The laser melts the metal. The gas clears the molten material out of the kerf. The gas you use changes how that happens and what the finished edge looks like.
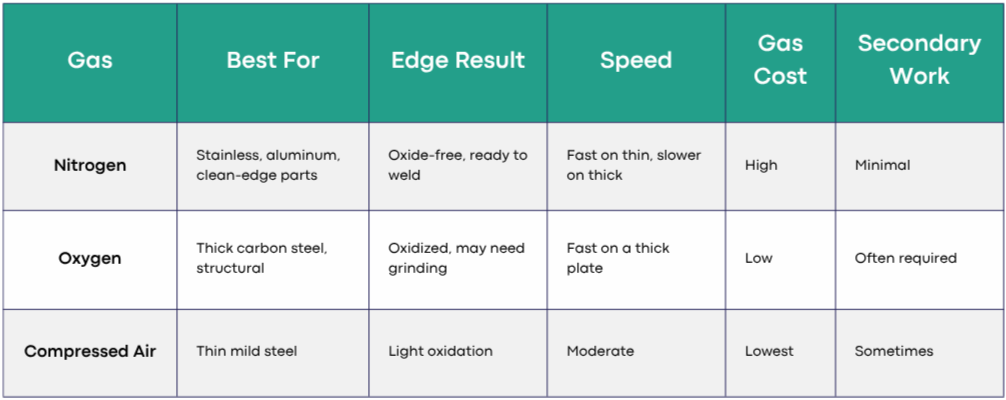
You have three practical options:
Nitrogen: It’s inert and never reacts with the metal. It works by force, pushing molten material out of the cut at high pressure and leaving a clean, oxide-free edge. This is the gas for stainless steel, aluminum, or any part where the edge needs to look right or weld without prep. The catch is consumption. Higher pressure means more gas, and on a busy high-power machine, that adds up fast.
Oxygen: It’s active. It reacts with carbon steel, burning part of the metal during the cut and adding heat that speeds up thick-plate work. That extra energy is useful. The byproduct is an oxide layer on the cut edge, which often needs grinding before the part moves on.
Compressed Air: It sits between the two in cost and shows up most on thinner mild steel, where edge appearance matters less.
Why More Power Changes Your Gas Strategy
Most people match a gas to a material and stop there, but power also belongs in the decision, because it determines which gas you can use at a given thickness.
On mild steel, nitrogen gives you a clean edge but loses reach as the plate gets thicker. A 12 kW laser cuts mild steel cleanly with nitrogen up to around 15 mm. Beyond that thickness, you're pushed onto oxygen, which brings the oxide layer and the rework that follows.

Add power, and that line moves. TRUMPF's 24 kW machines, built on the TruDisk 24001 laser in the TruLaser Series 3000 and 5000, cut mild steel up to roughly 20 mm, about two inches, while staying on nitrogen. The same upgrade cuts parts up to 3 times faster and handles up to 80% more sheets per hour, depending on the material.
The speed is the headline. The quieter win is the edge. Every millimeter of plate you keep on nitrogen instead of oxygen comes off the slat bed clean, with no oxide to remove. On a thick-plate job, skipping the deburring step on every part moves your cost-per-part more than a few extra inches per minute ever will.
So, when you size a machine, start with the thickness you run most often. Power buys you the ability to cut that thickness clean.
Nitrogen For Clean Edges, And What It Costs You
Nitrogen earns its keep wherever the edge has to look finished. Because it never reacts with the metal, it leaves a bright, oxide-free cut that is ready to weld or ship without secondary work.
Stainless Steel and Aluminum
For stainless and aluminum, pure high-pressure nitrogen is the standard. The edge comes off clean, holds its color, and needs no grinding. On a TRUMPF machine with BrightLine fiber optics, cut quality is high enough that parts release easily from the skeleton, saving handling time in addition to finishing time.
Aluminum, Copper, And Other Reflective Metals
Reflective materials used to make operators nervous. Aluminum and copper bounce laser energy back toward the source, and older machines struggled with them. High-power fiber handles these materials reliably, and TRUMPF's Active Speed Control monitors the cut through the nozzle and adjusts the feed rate automatically, which keeps quality steady even when the material fights back. Nitrogen stays the gas of choice here for the same reason it wins on stainless: a clean, oxide-free edge.
The tradeoff with nitrogen is cost. It runs at high pressure, so it consumes more gas than oxygen. On a high-power machine cutting all day, that consumption is where the operating budget goes. However, the answer is rarely to abandon nitrogen. It’s to use it more efficiently, which brings us to the nozzle.
Oxygen And Mixed Gas: Speed Where Appearance Is Secondary
On thick carbon steel that will be welded over, painted, or hidden, oxygen cuts fast and cheap. The exothermic reaction does part of the work, so you cover the thick plate quickly. If the part does not need a show-quality edge, oxygen is often the right economic call.
Mixed gas is the option many shops overlook. Adding a small percentage of oxygen to nitrogen raises the cutting speed on carbon steel. In one documented test, a 6 kW laser cutting three-eighths-inch mild steel reached 110 inches per minute on a blend of 97 percent nitrogen and 3 percent oxygen, compared with 90 inches per minute on pure nitrogen.
One caution is that mixed gas is a speed tool for carbon steel. It’s not a shortcut to cleaner stainless. For oxide-free stainless edges, pure nitrogen is still the way to go, because adding oxygen to the blend reintroduces the oxidation you run nitrogen to avoid.
HighSpeed Eco And The Touchdown Nozzle: Less Gas At The Same Power
Before you change gas or suppliers, check the nozzle. It’s the cheapest lever on this entire list.
TRUMPF's HighSpeed Eco process uses a Touchdown nozzle that directly addresses the consumption problem. A standard nozzle sits above the sheet, so some assist gas escapes out the sides, and operators turn up the pressure to compensate. The Touchdown nozzle drops a sleeve onto the sheet surface, trapping the gas and forcing it straight into the kerf. Little escapes, so you run lower pressure for the same result.
TRUMPF reports up to 70 percent less cutting gas and up to 100 percent higher sheet throughput at the same laser power for nitrogen fusion cutting on mild and stainless steel from about 4 mm thickness. Whole-shop savings land lower once you average across every job and material, but even a fraction of that figure reshapes a high-volume nitrogen budget.
This is gas savings you capture without changing your gas type or edge quality. You cut the same parts cleanly, using far less nitrogen.
The Number That Matters: Cost-Per-Part
The gas bill is easy to track because the invoice arrives every month. Cost-per-part is the number that actually decides whether a job made money, and it pulls together three things that shops usually measure separately:
Gas spend: What you pay to clear the kerf.
Feed rate: How fast the part comes off the machine.
Secondary work: Deburring, grinding, and handling after the cut.
Look at them together, and these common mistakes usually stand out:
Overpowering a thick-plate cut does not buy cleaner edges. Push too much energy into a heavy plate, and you get more dross, which sends you back to the grinder. Matching power to thickness beats maxing it out.
Running oxygen on a plate that a higher-wattage machine could cut clean on nitrogen saves gas on paper and spends it back at the deburring station. The cheap gas becomes the expensive part.
Running standard nozzles on a nitrogen-heavy machine leaves the HighSpeed Eco savings on the table, job after job.
None of these appear on the gas invoice, but they all affect the cost per part.
Feeding The Machine: On-Site Nitrogen Generation

If nitrogen drives your operating cost, the supply side deserves a look as well. Most shops buy nitrogen as bulk liquid, delivered on a schedule and priced as a permanent expense. On-site nitrogen generation allows you to make your own gas from shop air, eliminating delivery fees, tank rental, and the risk of running dry between deliveries.
Pair on-site generation with the HighSpeed Eco nozzle, and you lower both nitrogen consumption and cost per unit. We help shops in our territory size the laser and the gas supply together, because the two decisions belong in the same conversation.
Dial In Your Gas Strategy with Maintecx
The cheapest, cleanest part comes from matching three things to the material in front of you: power, gas, and nozzle. Run nitrogen for stainless, aluminum, and any edge that has to look finished. Run oxygen for thick carbon steel, where appearance takes a back seat. Reach for mixed gas to gain speed on carbon steel, and hold pure nitrogen for clean stainless. Add power to extend nitrogen into a thicker plate and skip the oxide rework. Before you change gas, check the nozzle.
Every shop runs a different material mix, so the right setup is specific to your work. Our in-territory applications engineers can review what you cut, test cuts, and right-size your machine and gas supply around it. Talk to a Maintecx applications engineer, and we will help you find the lowest cost per part for your floor.