
Press Brake Automation: A Complete Guide for Fab Shop Owners
Press brake automation often enters the conversation among fabrication shop owners after a skilled operator quits, a competitor wins a bid they shouldn't have won, or a customer starts pushing for tighter lead times.
This guide covers everything you need before you make a buying decision. What press brake automation actually is, the robot types are out there, what each one costs you in tradeoffs, how grippers work, safety measures, and the questions you should put to any vendor before you sign anything.
What Is Press Brake Automation?
Press brake automation is the integration of a robotic arm with a CNC press brake to handle the loading, forming, and unloading of sheet metal parts without a human operator at the machine. The robot picks flat blanks from a stack, presents them to the press brake at the right position and orientation, holds the part as the ram descends, follows the bend, and deposits the finished part onto an outfeed stack or conveyor.

A complete automated press brake cell typically includes several components working together:
The robot and its end-of-arm tooling (the gripper)
The press brake itself
A material centering station that confirms the blank position before forming
A controller that synchronizes robot motion with the press brake CNC
And a safety system suited to the robot type
More sophisticated installations add automatic tool changers (ATCs) that swap punches and dies between jobs, offline programming software that generates robot paths from a 3D part model before production begins, and material-handling equipment such as conveyors or turn-over stations for complex part geometries. The system can run with minimal human intervention, sometimes none at all, during a shift.
Why Shops Are Adding Automated Press Brakes Now
Labor is the most immediate reason. Press brake operation is skilled work, and qualified operators are hard to find. The pool of people who can accurately read a bend sequence, set up tooling, and hit tight angle tolerances is shrinking.
Automation allows operators to redirect those skills. Operators who once stood at a machine loading blanks eight hours a day can move to programming, quality, and setup work instead.
Beyond labor, there are productivity arguments to consider. A robot doesn't take breaks, slow down at the end of a shift, or vary its part positioning from cycle to cycle. For high-volume runs of repeatable parts, an automated press brake typically outperforms manual operation in terms of throughput, angle consistency, and part-to-part repeatability. Most shops that add robotic press brake automation report cycle time reductions and see their machines running hours they previously couldn't staff.
ROI timelines have also compressed. Cobot-based systems, in particular, have significantly reduced entry costs. Many shops recoup the investment in under 12 months.
Industrial Robots vs. Cobots: Understanding the Core Tradeoff
Industrial Robots
Traditional industrial robots are floor-mounted, high-payload, high-speed arms. They're typically enclosed inside a safety cage or behind light curtains because they have no way to detect human presence and will not stop if someone enters their work envelope. Speed and payload are their strengths. A large industrial robot can handle heavy blanks faster than any cobot on the market.
However, industrial robots require significant floor space for the robot plus the safety enclosure. They're fixed in place, so moving one means reconfiguring the cell. Historically, programming them required specialized knowledge, though offline simulation software has reduced this barrier. The upfront investment is also higher.
Industrial robots make sense when you have high-volume, dedicated part families, large or heavy blanks, and the floor space to accommodate a proper safety cage. Job shops with high-mix, low-volume work often find it less practical.
Collaborative Robots (Cobots)

Cobots are built around a different premise. They use force and torque sensing throughout their joints, so the robot detects contact with a person or object and stops automatically. Cobots main differentiator is their ability to work safely near people without traditional cage guarding.
For press brake automation, cobot advantages show up in several ways. The footprint is smaller. Safety requirements are less extensive, typically an area scanner rather than a full enclosure. Programming is faster and more accessible. Operators can often teach new parts in minutes using a guided interface, and because cobots mount on mobile carts, they can move from the press brake to a deburring machine to a CNC mill as production needs shift.
Payload is the main limitation. Most cobots top out at around 10-20 kg of effective payload once you account for the gripper's weight and its distance from the mounting flange. That covers a large percentage of sheet metal work, but not all of it.
Gripper Technology: The Part Everyone Underestimates
The robot arm gets most of the attention, but it's actually the gripper that does most of the work. End-of-arm tooling (EOAT) is what contacts the part, and it must address several problems simultaneously. It needs to reliably pick a flat blank, hold it firmly enough that the part doesn't shift when the robot repositions between bends, follow the part through the bend without interfering with the tooling, and release cleanly onto the outfeed stack. Do any of those poorly, and the whole cell fails.
Vacuum Grippers
Vacuum grippers use suction cups to grip the face of a flat blank. They work well on flat, smooth, non-porous materials, particularly galvanized and painted steel. They're a common choice for pick-and-place applications where the part stays flat throughout.
Their limitation is the bending process itself. Once a part takes on a flange, suction cups can lose contact. Vacuum systems also struggle with perforated material, textured surfaces, and anything with significant oil.
Magnetic Grippers
Electromagnets or permanent magnets grip ferrous sheet metal and handle the bending process better than a vacuum in many cases. They can maintain contact on formed flanges and don't depend on surface smoothness.
Magnets don't work on aluminum, stainless steel (in its non-magnetic grades), or other non-ferrous materials. They also require careful management of residual magnetism, which can cause parts to cling together on the outfeed stack.
Mechanical/Finger Grippers
Mechanical grippers use fingers or jaws to grip the edge or flange of a part. They're material-agnostic and handle complex geometries well. The engineering challenge is to design fingers that clear the tooling during the bend without colliding with it. This requires precise knowledge of the part geometry and careful end-effector design.
What to Look For in a Gripper System
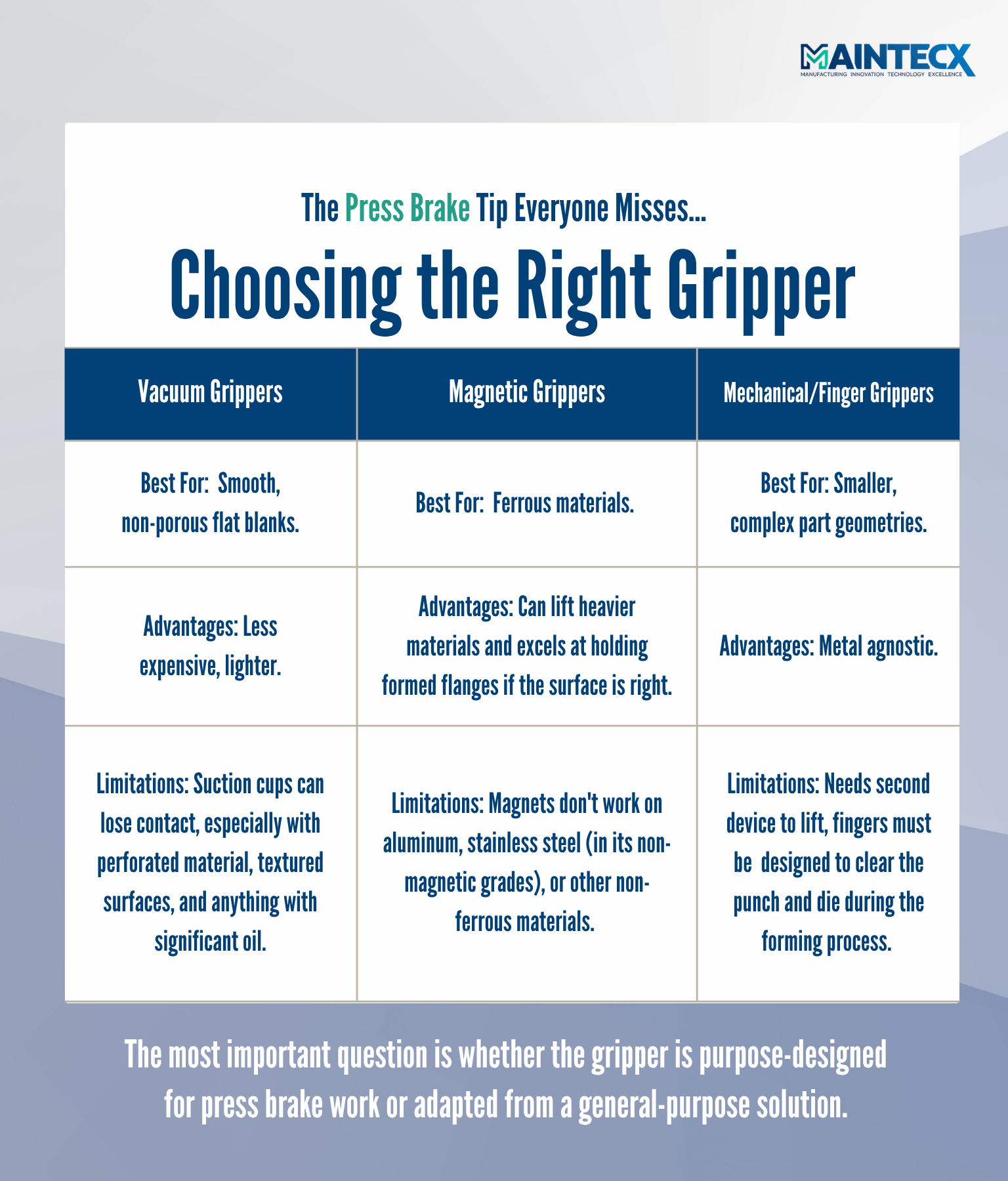
The most important question is whether the gripper is purpose-designed for press brake work or adapted from a general-purpose solution. Press brake bending puts specific demands on an end effector that generic grippers don't always address well.
Look for gripper designs that handle part repositioning between bends, where the robot flips the part or changes its grip for a multi-bend sequence. Ask specifically how the gripper follows the bend, because a part that shifts during forming produces scrap.
AutoTend™ includes a patent-pending gripper specifically engineered for the demands of press brake tending. The design addresses safe and secure handling through complex bend sequences.
Safety Systems: Cage vs. Cage-Free
Traditional Cage Guarding
Industrial robot cells use physical barriers: steel fencing, interlocked access doors, and sometimes light curtains. When someone opens the door, the robot stops. When the door closes and the operator clears the zone, the robot restarts. This approach is proven and fully understood from a compliance standpoint. It's also inflexible. Operators can't enter the cell during production to make adjustments, and floor space requirements are high.
Area Scanners
Area scanners use laser or vision technology to create defined safety zones around a robot cell. The zones are configurable: a warning zone that slows the robot when someone approaches, and a stop zone that halts motion entirely when someone enters. When the person moves out of the zone, the robot resumes automatically. This approach allows for cage-free installation in many cases. It requires proper zone design and validation, and it works best when the cell layout and traffic patterns are predictable. Area scanners pair naturally with cobot installations and are standard components in well-designed automated press brake packages.
Cobot Pressure Sensing (Force/Torque Limiting)
The cobot's built-in collision sensing is the final safety layer in a collaborative setup. If a person contacts the robot, the cobot detects the force and stops within milliseconds. This is different from a safety stop triggered by an external sensor. This detection happens at the joint level throughout the robot's range of motion. The combination of area scanners and force/torque limiting is what makes cage-free cobot operation possible under the right conditions. Together, the scanner prevents contact in normal operation, and the force sensing handles the edge cases.
What to Ask a Vendor Before You Buy
Many press brake automation purchases go wrong during the evaluation phase. Here are the questions that any vendor trying to sell you a solution should be able to answer.
What parts have you actually automated on a press brake, and can I talk to those customers?
References from real fab shops beat spec sheets every time. Ask for shops with similar part families and production volumes, and call them.
How does the gripper handle part repositioning between bends?
Single-bend parts are relatively straightforward. Multi-bend parts require the robot to reposition the part, sometimes multiple times. Ask for a demonstration with a multi-bend part similar to yours.
What's the programming workflow for a new part?
Some systems require hours of setup for a new part. Others let an operator teach a new program in minutes. For high-mix shops, setup time is often where automation either proves its value or fails to do so.
What happens when the robot encounters an unexpected situation?
Examples could include a blank left on the stack, a part stuck in the tooling, or a slight variation in blank size. How does the system handle it? Does it stop and alarm? Does it have vision sensing to handle variation? Understanding the failure modes before you buy prevents surprises in production.
Is the system portable between machines?
A cobot on a mobile cart can tend your press brake on Monday and your deburring machine on Wednesday. A floor-mounted industrial robot can't. If production flexibility matters, ask whether the system is genuinely redeployable.
What does installation and training actually look like?
Get specifics. How many days on-site, who does the training, and what does ongoing support look like? First-time automation buyers often underestimate how much the vendor relationship matters after the check clears.
What's your integration experience with my specific press brake brand?
Some vendors have experience with a wide range of press brake brands. Others specialize in one. Compatibility between the robot controller and the press brake CNC matters for synchronization. Ask for documentation.
What does a realistic ROI calculation look like for my part family?
A vendor who can work through the math with you (labor hours saved, machine utilization improvement, scrap reduction) is more credible than one who hands you a generic payback calculator.
How to Evaluate Automation Readiness for Your Shop
Before you call a vendor, get clear on a few things internally.
Identify the parts that are the best candidates for automation: Repeatability is the key variable. You want to identify parts you run frequently, in consistent volumes, from predictable blank sizes. Long-running jobs are much easier to justify than one-offs.
Assess your floor space honestly: Cage-free cobot installations have a much smaller footprint than traditional cells, but you still need clearance around the robot for operator access and material staging.
Audit your press brake CNC: Older controls sometimes need interface hardware or software to communicate with a robot controller. A good integrator will assess this for you, but knowing what you have going on helps.
Talk to your operators: The people who tend your press brakes know the part families, tooling quirks, and workflow in ways that don't show up in job routines. The best automation outcomes involve those operators in the process.
AutoTend: A Purpose-Built Solution for Fab Shops
If you're a fab shop seriously considering press brake automation, AutoTend™ is worth a close look.
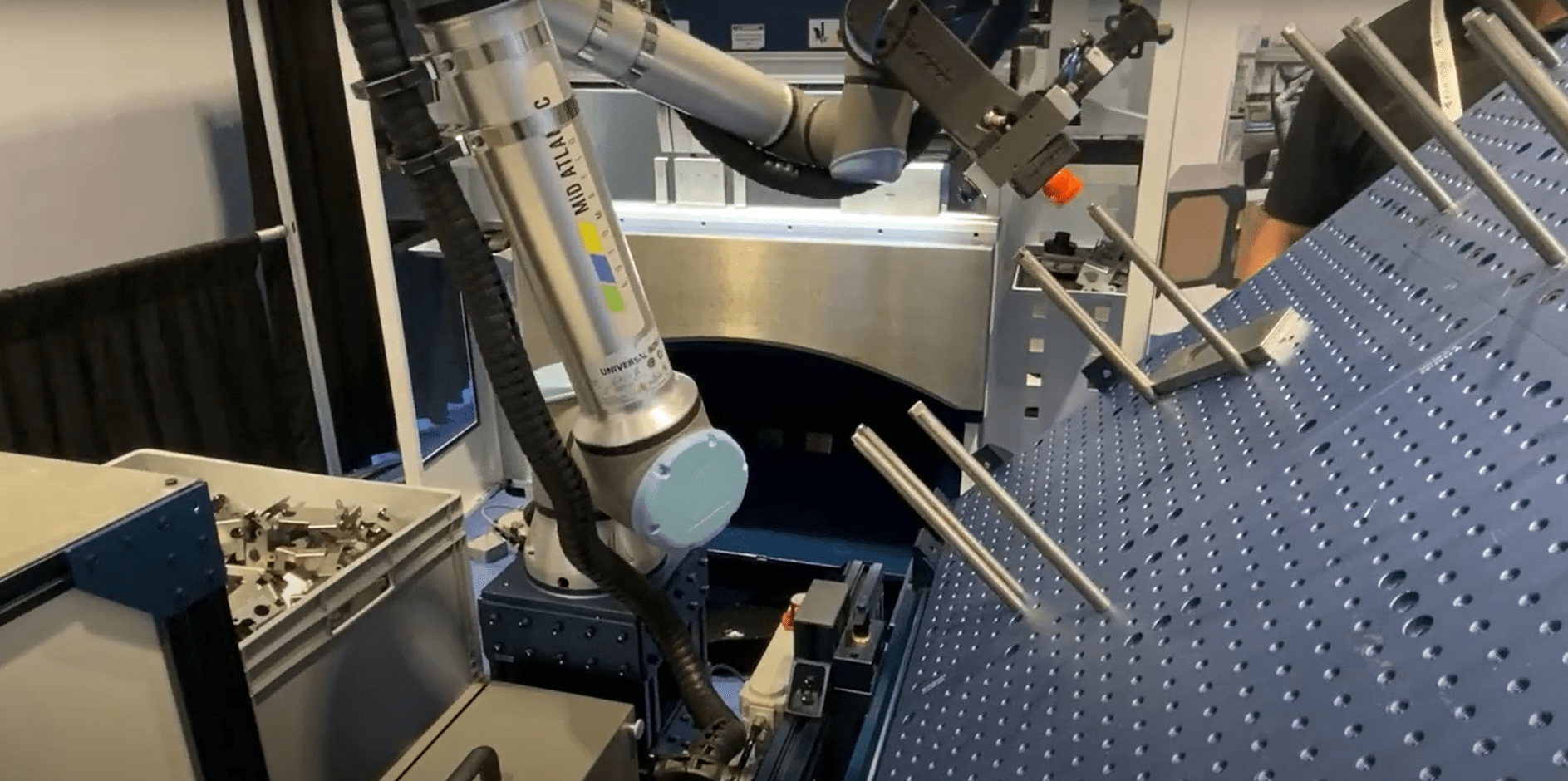
AutoTend™ is a cobot-based machine tending system built specifically for the fab shop environment. It uses Universal Robots arms (UR10e and UR20 configurations) on a heavy-duty modular cart that moves between machines. The system includes the patent-pending gripper engineered for press brake work, an integrated area scanner, professional installation, and on-site training.
What makes it practical for high-mix shops is the programming interface. It's built specifically for fabricators instead of programmers. If you can operate a CNC machine, you can teach AutoTend™ a new part. Most operators get comfortable with the system in a few hours.
The UR20-based package handles payloads up to 20 kg, which covers the vast majority of sheet metal work. And because the cart moves, you can redeploy it from a press brake to a CNC mill, a deburring machine, or a stamping press when production schedules shift.
Maintecx offers AutoTend across the Upper Midwest and Southeast, with applications engineers who work with you through ROI analysis before the purchase. Most shops see payback in under 12 months. Learn more about AutoTend™ and request a consultation here.